TECHNOLOGY
Cast Designer v6.4 新功能介紹 - 變形補償
基於自動反覆運算法的鑄件變形補償技術的開發與應用
摘要:鑄件變形是壓鑄生產中經常遇到且難以解決的主要缺陷之一。傳統的人工矯形方法存在效率低、工作量大、工作環境惡劣的問題。本文通過介紹Cast-Designer最新開發的的變形補償求解器DCS(Distortion Compensation Solver),利用電腦自動反覆運算優化計算技術,提前預測出鑄件變形量並尋找符合公差要求的鑄件產品,有效降低零件的變形量,產品100%滿足機加工要求。完全取代人工矯形方法。
壓鑄作為一種先進的成形製造技術,具有尺寸精度高、力學性能好、生產效率高的優點,在汽車鋁合金和鋁鎂合金零部件的生產中擁有強大的技術和經濟優勢。但是基於各種原因,許多壓鑄鋁合金部件在最初的結構設計時很少考慮鑄造工藝性,其結構複雜、壁厚差異大、精度要求高,給壓鑄技術開發及生產帶來了很大的挑戰。其中變形缺陷是複雜壓鑄件在生產中常見的且不易控制的難題之一。
造成鑄件變形缺陷的原因有很多方面,如鑄件結構設計不當;鑄件頂出不平衡;模具溫度不平衡等。變形缺陷對鑄件品質的影響主要表現在以下幾個方面:1)影響鑄件的尺寸精度;2)影響後續的機加工,變形量過大可能導致鑄件有些面加工過深,有些面加工不到。3)對於加工過深的部位,由於壓鑄件表面緻密層被去掉而使鑄件內部的孔洞缺陷(如氣孔、縮松等)外露,影響到鑄件外觀及密封性能(針對有密封要求的零件)。
鑄件變形的傳統消除對策與挑戰
方法一:工藝參數調整:實際生產中,在不改變產品結構的情況下,通過模具設計、噴塗、壓鑄工藝參數的調整等方法,盡可能控制鑄件的變形量在技術要求範圍之內。這種方法,往往不能完全獲得變形量在規定值範圍內的壓鑄毛坯件。且存在加工穩定性的問題。
方法二:增加鑄件的加工餘量:對於需要機加工的零件而言,則是增加鑄件的加工餘量,保證鑄件在機加工後能達到規定的尺寸精度。對於該方法而言,其帶來的後果是顯而易見的。增加加工余量,相當於增加了鑄件壁厚,壓鑄時鑄件內部缺陷如氣孔、縮松出現的幾率增加;同時鑄件機加工後孔洞缺陷外露的概率也增加。因此增大加工餘量對於解決壓鑄件的變形而言,是一個適得其反的措施。
方法三:人工矯形方法:,對於超過變形極限的鑄件,通常採取矯形的方法進行尺寸校正。傳統的人工矯形方法是待鑄件冷卻,去除澆道、溢流槽及飛邊毛刺後,利用木刀、木錘、木凳等工具敲打鑄件,強制減小鑄件的變形程度。此方法效率低、工作量大、噪音大、效果差,並且產品在敲打(矯形)過程中易出現裂紋;易反彈,在實際生產中越來越受到限制。
方法四:熱矯形技術:在機加工前進行矯形,使鑄件降低到規定的變形量以下,以保證所有機加工面有足夠的加工餘量。壓鑄件熱矯形的工作原理是利用鑄件剛出模時溫度較高(200℃左右)、塑性較好的特點,通過機器及矯形模具對其強制加壓,以降低變形量。另外,考慮到矯形後鑄件從高溫冷卻到室溫的過程中很容易出現反彈,所以熱矯形的同時需對鑄件強制冷卻。熱矯形基數的局限性:1)熱矯形技術比較適合於對產品平面度有要求的壓鑄件矯形,而對於鑄件內腔尺寸的變化,目前暫時還沒有取得好的效果。2)熱矯形技術只能解決平面度變化在2mm 以下的變形量。3)熱矯形技術需要投入專用的熱矯形機器及模具,一般投入達到10 萬元甚至更高,對於量小的產品或人力成本低的地區並不適用;4)由於熱矯形過程中需要水冷,因此在低溫潮濕天氣條件下,產品表面容易出現發黴的現象。
準確的鑄造應力與變形模擬(熱應力與機械應力)
在進行變形補償計算之前,首先要獲得準確的應力與變形計算結果。鑄件在澆注過程中,液態金屬在凝固和冷卻過程中產生的熱應力對鑄件的變形影響是非常大的。熱應力使冷卻較慢的厚壁處受拉伸,冷卻較快的薄壁處或表面受壓縮,鑄件的壁厚差別越大,合金的線收縮率或彈性模量越大,熱應力越大。定向凝固時,由於鑄件各部分冷卻速度不一致,產生的熱應力較大,鑄件就容易出現變形。
在鑄造過程中,應力通常包含熱應力,機械應力和相變應力。對與鋁合金或鋁鎂合金,前兩種應力佔據的比分最大。
Cast-Designer的應力模組能分析鑄造過程中的熱應力與機械應力,及相應的應力變形。熱應力體現在凝固和冷卻過程中的傳熱與熱分佈,而機械應力則表現為開合模過程中模具的約束與後續的幾何約束。Cast-Designer 的應力計算可採用多種材料模型,如剛性材料、彈性材料、彈塑性材料和更複雜的彈粘塑性材料模型。在塑性材料模型中,還可以考慮加工硬化。
基於有限元法技術,Cast-Designer能夠在同一個網格模型中,進行熱、流動、應力的三場全耦合分析,從而獲得更高準確度的計算結果。由於同時考慮了熱應力和機械應力的影響,對模具的約束與脫模的影響都能完整分析。
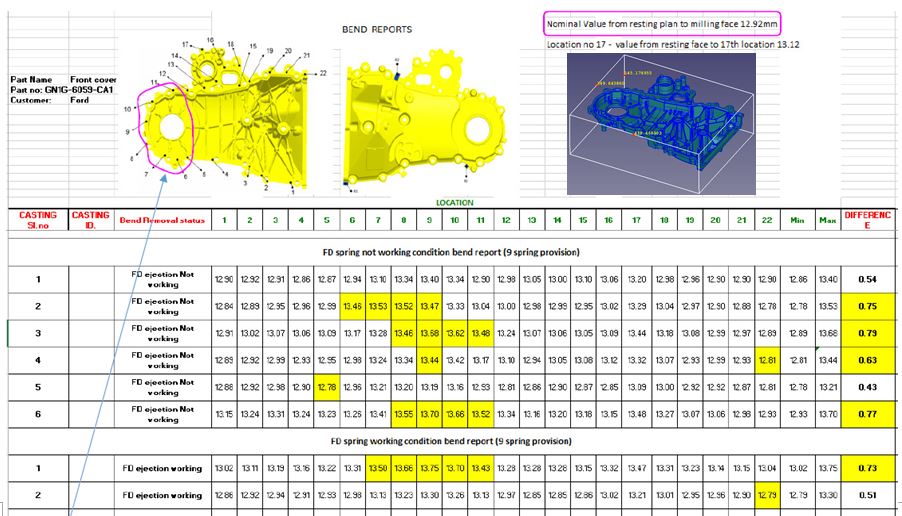
以下是某汽車鑄件,產品尺寸為438 X 350 X 145 mm,平均壁厚3.5 mm。由於產品左側結構簡單,且壁厚比較薄而右側結構複雜、產品壁厚較大,產品在凝固過程中,極容易產生變形。因此為保證產品加工後氣孔不外露,產品大面的加工餘量預留0.8mm。
變形補償求解器的原理與概念
在模具設計與製造過程中,型腔都會考慮鑄件凝固過程中的收縮而設置一定的補縮量,或稱為“縮水”,但有些情況下,簡單地整體放大縮水並不合適,後加工量將大大增加。例如,立方形的複雜缸體,鑄造後容易產生一個面往外凸,另外一個面往外凹的變形,並非整體收縮變形。又如,幾何結構細長,同時存在薄壁、筋多、特徵複雜的鑄件,會產生扭曲變形,並非整體收縮。
針對這些情況,Cast-Designer的變形補償功能,將“被動”預測變形的方式,徹底地改變為“主動”補償變形的方式。把變形後的鑄件,往反方向補償一定比例的修正尺寸。通過多次自動的反覆運算計算,讓鑄件在變形後,接近實際需求的尺寸精度,減少後加工量。如圖四所示:
為了修正鑄造過程中鑄件的變形和扭曲,在模具設計與製造過程中,通常會考慮採用變形逆向補償的方法,但是,對於幾何複雜的鑄件,該方法需要豐富的經驗,且具有很高的風險。
有鑑於此, Cast-Designer開發出全新的變形補償求解器DCS ( Distortion Compensation Solver)。借助於DCS,使用者能類比鑄造中的變形情況,並根據使用者定義的公差要求,通過多次自動反覆運算的方法,逐步實現對鑄件變形進行補償,最終獲得滿意的接近公差要求的鑄造產品。
變形補償的關鍵技術:準確的應力變形分析
如前所述,準確的應力計算與鑄件變形預測是補償技術的基礎。對於高壓鑄造,熱應力和機械應力都必須進行考慮。而且由於零件形狀的複雜性與最終產品的精度要求,有限元方法是目前唯一能接受的分析方法。
在分析中,還可以考慮模具的熱平衡和冷卻水道等對鑄造產品變形造成的影響,因此應力分析的模型應該盡可能的準確和細緻。
變形補償的關鍵技術:自動鑄件與模具幾何修改
變形補償的計算通常採用反覆運算的方法,在獲得上次變形和扭曲的基礎上根據補償係數調整下一次的補償量,進而對網格座標進行修正。修正網格時,同樣要採取多次反覆運算的方法,以保證網格的品質和連續性。同時與鑄件接觸的模具網格座標也要進行修正。由於模具的幾何形狀非常複雜,進行網格修正時必須考慮網格穿插或畸變等因素。
變形補償的關鍵技術:反覆運算幾何輸出與CAD修改
最終補償獲得的鑄件幾何需要輸出到CAD系統中進行相應的修改,最理想的方法是直接驅動CAD模型的修改,但這樣做的困難是顯而易見的,而且每個CAD系統都不一樣。
在DCS中,使用者定義一些重要的特徵點,程式將自動反覆運算並尋找出符合公差要求的最佳形狀。最後,能將使用者定義的特徵點的資料形成報告,並回饋給三維CAD系統。報告的資訊包括每個點的調整量與最終幾何偏差等。
結論與建議
採用電腦類比和自動反覆運算補償的方法能有效地解決鑄造變形和扭曲的問題。利用該方法,對於通信類的散熱器、蓋板和汽車零件等容易收縮變形的鑄件有良好的效果。而對於訂單量大、產品有大平面結構並有平面度要求的汽車類零部件如鏈條蓋、油底殼,電動車的電器蓋等鑄件的生產,應用變形補償技術,可提高效率,降低人力成本。
資料參考來源:C3P原廠